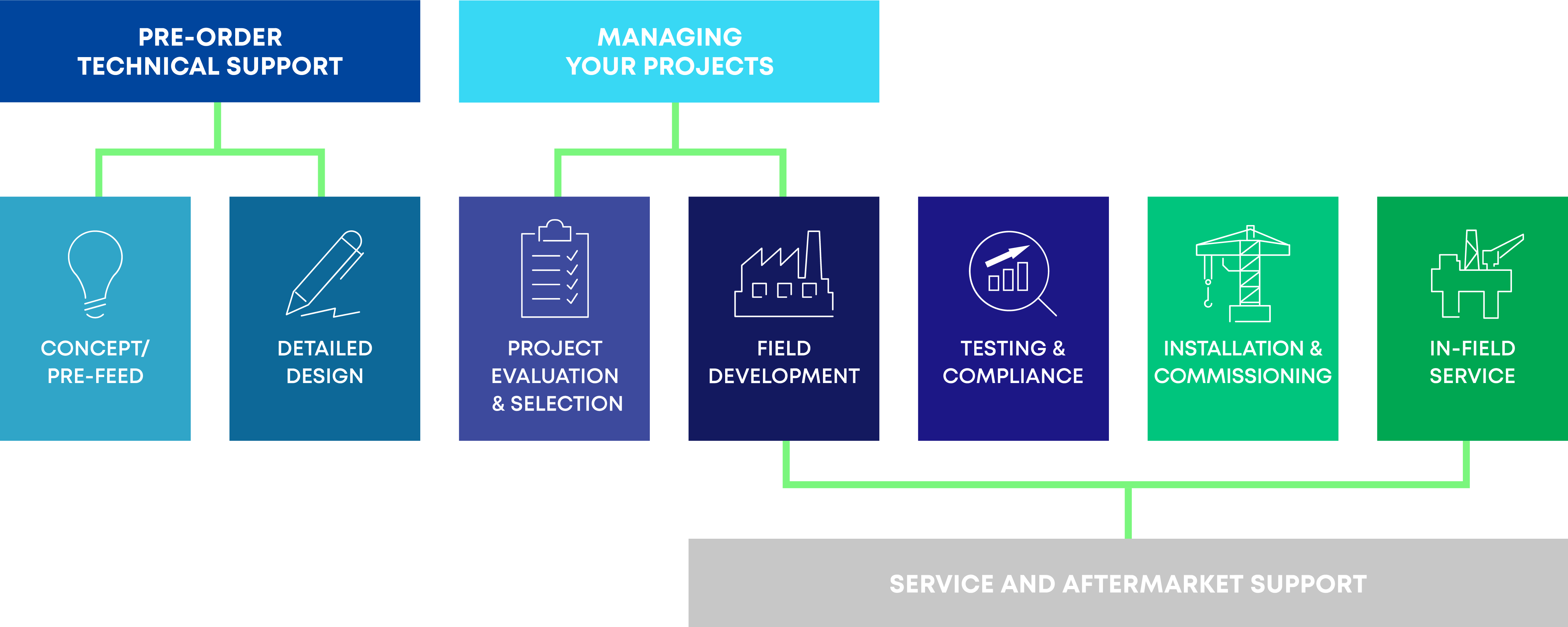
TESTING AND COMPLIANCE
Testing is critical for valves to ensure reliability of design, safe operation and in order to ensure the demands of your project are met. At this stage, a number of tests are performed to certify valve performance and ensure lifetime reliability of the equipment in situ. Our established range of in house testing facilities includes the capabilities to undertake hydro, gas, pressure, fire, hyperbaric, temperature, endurance and emissions testing.
Our sister company, Tyne Pressure Testing provides a dedicated hyperbaric facility with specialist engineers and nine chambers for a variety of testing needs, including one of Europe’s largest commercially available hyperbaric chambers capable of simulating 4,500 meter water depth.